
Montando uma impressora 3D (Prusa Mendel i2) por R$1000,00 - Parte 3
Após todos os contratempos da montagem, cheguei na parte final, que são os ajustes de software e ajustes finos de hardware. A documentação encontrada aqui, é muito boa, mas peca em não detalhar como ajustar medidas dos eixos X, Y e Z, ou seja, setar por exemplo para o eixo Y movimentar 10mm corretamente. Detalharei isto mais abaixo.
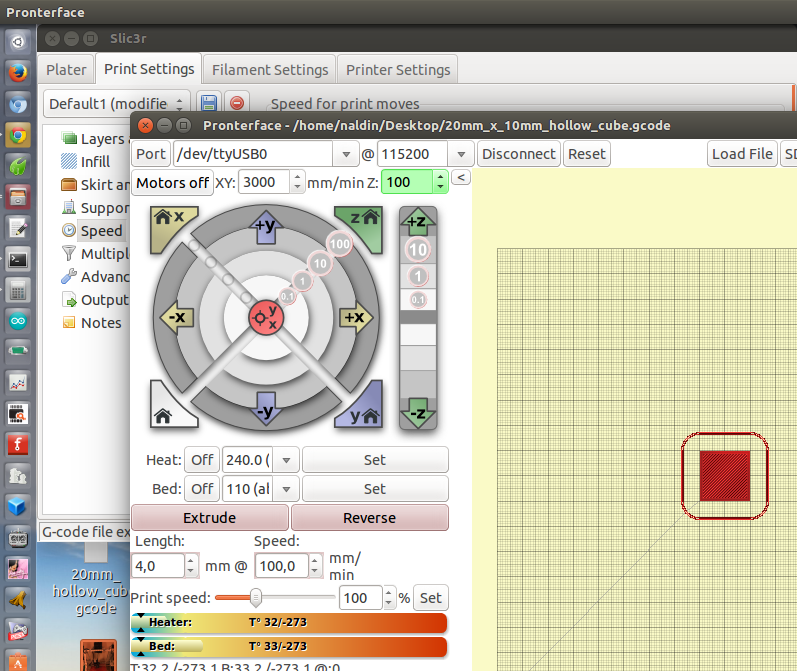
A primeira observação a ser feita é deixar o eixo Z na mesma altura dos dois lados, para isto encontre de um lado uma base fixa e meça até a base móvel, com a mão movimente o outro lado do eixo de rosca até que dos dois lados fique com a mesma medida. Depois é necessário ajustar os switchs de fim de curso (home), verificando inicialmente se os motores estão movimentando para o lado certo pelo Pronterface. Apenas o eixo Y não é visualmente movimentando conforme as setas no Pronterface, movimentando no Pronterface para cima, a mesa deverá ir para a frente da impressora, ou seja para o lado onde fica o motor do eixo Y. Caso algum motor esteja invertido, basta inverter os fios de uma das bobinas do mesmo.
O próximo passo é deixar a mesa alinhada, é necessário que a agulha do hotend fique a aproximadamente 0.5mm da superficie da mesa nos quatro cantos. uma folha de papel é ótima para fazer o ajuste. Para isto, primeiro é feito o ajuste da altura no canto esquerdo frontal com o switch home Z, para os outros três cantos, é usado os parafusos com mola da mesa.
No Pronterface, em seu canto inferior direito, é possível executar diversos comandos. O comando M502 por exemplo retorna a EEPROM para os valores iniciais, os mesmos que estarão após a gravação do firmware. O comando M500 salva alterações feitas. O comando M503 mostra os dados atuais. Para ajustar as medidas, precisaremos do comando M503, M500, o comando específico dos steps de medidas, que é o M92 e do G92 que zera o ponto inicial. E é neste ponto que a documentação não é completa, no comissionamento (Commissioning) não é mostrado como fazer, porque esta é a documentação do kit a venda da impressora, que já está previamente ajustado. No texto imprimindo (printing), este procedimento é detalhado apenas para a extrusora, mas pode também ser portado para ajustar os eixos X, Y e Z.
Para os ajustes, primeiro após a execução do comando M503, localizamos a linha que inicia em M92, que é a linha que define os passos por unidade de medida.
echo:Steps per unit:echo: M92 X91.429 Y91.429 Z4000.000 E945.000
Para o ajuste iremos no Pronterface e movimentamos o eixo X o valor “10”, que corresponde a 10mm. Com um paquímetro ou régua, medimos quanto realmente o eixo movimentou. Se o valor não estiver correto, pegaremos o valor da linha M92, no exemplo acima o valor do Y é 91.429 e dividimos pelo valor achado, por exemplo, se o eixo Y movimentou 12mm ficará 91.429/12 = 7.619, logo após multiplicamos esse valor para o valor que queremos (10mm), ou 7.619*10 = 76.19 e este será o novo valor que iremos setar para o eixo Y, usando o comando:
M92 Y76.19
depois aplicamos o comando:
G92 Y0
este comando serve apenas para zerar o ponto inicial, sem ele o próximo movimento ficará errado. Movimentamos novamente o eixo no valor “10” e medimos para ver se ficou ok. Caso não repetimos o processo das contas, caso sim executamos o comando:
M500
para gravar o valor.
Faremos isso para todos os outros eixos e também para a extrusora. No caso da extrusora podemos fazer “a frio”, tomando cuidado para não descer demais o filamento, a ponto de forçar uma extrusão. Primeiro executando M302 para liberar o motor para girar “a frio’, colocaremos o filamento bem no inicio e mandamos fazer uma extrusão de 15mm, com uma caneta marcamos o filamento em um ponto de referencia, retrocedemos o mesmo 10mm e marcamos novamente. A partir daí basta medir as duas marcas e ajustar conforme foi feito nos eixos, para ficar com os 10mm reais.
Outro ajuste necessário e um pouco mais complexo são dos termistores, da heatbed e hotend. Para ajustá-los será necessário um multímetro e um termômetro. No meu caso usei o termômetro do próprio multímetro. Nas ultimas linhas do comando M503 temos:
echo:Thermistor settings: M304 Hh Bb Rr Tt, H0=Bed, H1..n=nozzle, b=thermistor beta value, r=series resistor, t=thermistor resistance as 25Cecho: M304 H0 B4200 R4800 T100000 M304 H1 B3960 R4700 T100000
Onde, M304 é o comando de ajuste, H0 e H1 são respectivamente o termistor do heatbed(H0) e hotend(H1), Bxxxx é o beta do termistor e Txxxxxx será o valor do termistor em 25ºC.
Primeiro é preciso achar o valor da resistência em 25ºC para cada termistor, caso a temperatura ambiente não seja essa, podemos aquece-lo (isqueiro) ou resfria-lo (gelo). Logo depois encontraremos o beta conforme esse guia. Precisamos de dois valores de medidas de resistência e temperatura. Encontramos o valor da resistência na temperatura ambiente e depois em 100ºC por exemplo, então teremos R0 e T0 (ambiente) R e T (100º), com esses valores usaremos a formula do guia, ou usamos essa planilha para agilizar as contas. Depois com todos os valores em mãos, executamos o comando para cada termistor, por exemplo. Se tivermos o valor da resistência a 25ºC de 87300 e o beta de 4976 para o termistor do hotend, executamos:
M304 H1 B4976 T87300
não esquecer do M500 para salvar.
Após todos os ajustes feitos, a primeira impressão aconselhável, é um cubo de 20mm, com este cubo conseguiremos um ajuste mais preciso das medidas. Após a impressão, com um bom paquímetro, poderemos fazer medidas na casa de decimo de mm, refazer as contas e ajustar os valores X, Y e Z novamente, deixando assim a impressora com um bom ajuste fino.
Para o software fatiador, comecei usando o Cura e atualmente estou usando o Slic3r no modo expert. Para adesão, estou usando cola em bastão Scotch ou Pritt, a peça cola bem com a mesa aquecida e remove de forma fácil quando esfria. Fazendo testes sem a mesa quente (heatbed), a qualidade cai e a maior dificuldade é a adesão da peça na mesa. Tudo isso usando filamentos ABS, ainda não fiz testes com PLA.

Sobre a impressora, eu gostei bastante, não tenho outra para fazer comparações, mas tenho conseguido ótimos resultados. A impressora parece bem robusta e não apresentou falhas. Pelo preço, principalmente o preço que consegui monta-la, recomendo demais. Para quem logicamente quer ser aventurar e ter todo esse trabalho de montagem e ajustes.

Comentários
Postar um comentário